Jegliche gewerbliche Nutzung der auf dieser Seite enthaltenen Fotos, Grafiken und Texte wird
hiermit nachdrücklich untersagt!
Das kleine Unternehmen Firma Albert Hiller, Hochvakuumtechnische Werkstätten KG -Hamburg Eidelstedt,
eine Nachkriegs-Firmengründung [1947-58] zweier innovativer und mutiger Techniker (Albert Hiller - Jahrgang 1897 und
Paul Buro - Jahrgang 1921) leisteten mit ihren rausch- und klirrarmen Mikrofonröhren-Entwicklungen für hochwertige
akustische Aufnahmen, in vergleichbarer Weise wie einst Loewe / v.Ardenne mit seinen Mehrfachröhren Pionierarbeit,
insbesondere dem aufstrebenden UKW-Rundfunk und der Tonindustrie zum Nutzen.
Das spezielle Wissen über Röhren konnten sich beide in den Jahren 1939 bis 1945/46 während ihrer Tätigkeit
bei der Studiengesellschaft für Elektronengeräte GmbH - Hamburg, einem von Valvo/Philips gegründeten
selbständigen Entwicklungslabor, das unter der Leitung von Herrn Dr. Günter Jobst stand, erwerben.
Paul Buro, 1939 als gelernter Feinmechaniker zur Studiengesellschaft gekommen, fand Förderung und entwickelte sich
rasch zum findigen Entwickler, dem Grundlagenaufgaben zur Lösungsfindung für Glasausdehnungen und Sinterglastechnik
[Herstellung großer Pressglasteller in Sintertechnik, Stiftdurchführung, Dichtigkeit, Temperaturverhalten, usw.].
Die Studiengesellschaft konnte weitestgehend eigenständig ohne Einflussnahme der Philips / Eindhoven arbeiten, war man
doch während der NS-Zeit neben Telefunken, Lorenz, Siemens, Gema und Hochfrequenzinstituten wie dem Hambg. Institut
unter Prof. H.G. Möller, mit in die Militärröhrenentwicklung integriert.
Aus Anregungen von Dr. Möller avancierte Paul Buro 1943 zum Entwickler einer Spezialröhre, einer sogenannten
Barkhausen-Gegentaktröhre, die als Oszillatorröhre in U-Boot-Radarwarngeräten Verwendung finden sollte.
Albert Hiller war im wesentlichen mit vakuumtechnischen Problemstellungen betraut und zeichnete sich hier besonders als
Hochvakuumtechniker und Kathodenspezialist aus, beider Wissen, das sich im Hillerschen Unternehmen als wertvolles Kapital
erweisen sollte.
Mit Niedergang der Studiengesellschaft kurz nach Kriegsende wagte Hiller dann 1947 quasi aus dem Nichts, zunächst im
Alleingang, seine Firmengründung, einerseits des Überlebens wegen und insbesondere, um seine gewonnenen
Spezialkenntnisse zu nutzen.
Unweit der in Hamburg-Eidelstedt gelegenen Studiengesellschaft, einem Mehrfamilienhaus in der Kieler Str. 699, begann das
Abenteuer, das ca. 10 Jahre Entbehrungen kosten sollte.
Kontakte zur Rundfunkanstalt des NWDR Hamburg führten zu einer Anfrage, zunächst ob die Firma Vakuum-Goldbedampfung
von Kunststoffmembranen durchführen könne, die man zur Reparatur von "Neumann-Flaschen" [ein Kondensatormikrofon, erstmals 1929 vorgestellt] benötigte. Diese Technik stand mit in
seinem Know-how Repertoire: gewonnenes Wissens aus vergangener Tätigkeit.
Er ergriff die Gunst der Stunde und führte den Auftrag zufriedenstellend aus. Damit war zunächst der finanzielle
Überlebensgrundstock gelegt. In Folge daraus entstanden intensivere Kontakte, die zu einer kooperativen
Entwicklungszusammenarbeit für kleinere neue Mikrofone führte, um den höheren Anforderungen der aufkommenden
UKW-Technik mit geringerem Rauschpegel und erweitertem Frequenzbereich (40-15000 Hz) besser zu entsprechen. Große
Ziele der Entwickler der NWDR-Zentralstelle beflügelten seine Initiative, um Lösungen zu finden zu diesen
gewünschten hochwertigen Studiomikrofone, die jedoch mit einem 1-Personen-Betrieb nicht zu bewältigen gewesen
wären.
Die Suche nach fähigen Mitarbeitern sollte nicht schwer fallen, waren doch gute Bindungen zu ehemaligen Kollegen der
Studiengesellschaft vorhanden. Er fand in Paul Buro 1947 zunächst als inoffiziellen Mitarbeiter nicht nur den
als Glücksfall zu bezeichnenden innovativen Entwickler, sondern ab 1948 auch seinen Geschäftspartner. Bis 1950
wurde der Betrieb auf 10 Mitarbeiter mit weiteren verdienten ihnen bekannten Spezialisten ausgebaut, Herren wie den
Glasbläsern Hermann Kubitza und Helmut Schilling, oder wie Wolfgang Steinhäuser für
Kathoden-Emissionspasten-Herstellung und Kurt Knoll für die Endfertigung der Röhren am Hochvakuum-Pumpstand usw..
1947/48 war man sich beim NWDR und bei Hiller schnell klar geworden, dass zur Optimierung und Weiterentwicklung neuer
Kondensatormikrofone geeignetere Röhren als die bislang verwendete RE 084k, AF 7, RV2P800..., einerseits der gestellten
technischen Anforderungen, aber auch der baulichen Größe wegen, erforderlich wären, da bei diesem
Mikrofontyp die Wiedergabe-Qualitätsansprüche besonders hoch liegen sollten.
Die gestellten Anforderungen an geeignete Röhren erforderten wegen des von den Mikrofonkapseln erzeugten geringen
Signalpegels und einer damit erforderlichen nachfolgenden größeren Verstärkung, besonders gute
Klingfestigkeit und geringstes Eigenrauschen, denn bei sehr kleinen Nutzpegeln muss der Störpegel um
Größenordnungen niedriger liegen, damit er durch hohe Nachverstärkung als Störgeräusch weniger in
Erscheinung tritt.
Paul Buro begann mit der wahrlich schwer lösbaren Aufgabe, eine diese Anforderungen erfüllende Röhre zu
konzipieren, unter Rahmenbedingungen die eigentlich keine derartig optimale Lösung, wie sie es mit der MSC2
[Mikrofon½ Spezial½ C= Triode½ 2= V]
werden sollte, erwarten ließ.
Hiller hatte zwar mit Firmengründung verschiedene Gerätschaften und Apparaturen aus Auflösbeständen
verschiedener Firmen, wie der Studiengesellschaft mit einer Hochvakuumpumpe und Glasrezipient, von der Valvo Hambg. Pressen,
Montagevorrichtungen und verschiedene Messgeräte, oder von Tungsram Wien einen Gitterwickelautomaten erwerben können.
Doch mussten parallel noch viele weitere Vorrichtungen einschließlich eines neuen Hochvakuum-Pumpstandes und
Einschmelzvorrichtung, für Metallteile wie z.B. Anodenbleche eine HF-Ausglüheinrichtung, zum Entgasen der
Glasrohkolben ein Ausheizofen, zur Glimmerbearbeitung Stanzwerkzeuge, ein Brennrahmen zum Formierungsbrennen oder
Apparaturen für physikalische und chemische Prozesse wie z.B. zur Kathodenbeschichtung und anderes konstruiert und
hergestellt werden.
Zum Aufbau einer ersten Produktionsstätte in einem ehemaligen Kohlenkeller, kaum vorstellbar für einen
Fertigungsbetrieb von Elektronenröhren, waren von Hiller und von Buro alle Fertigkeiten, vom Organisator, Maschinenbauer,
Konstrukteur, Werkzeugmacher, Feinmechaniker, Elektriker, Glasbläser bis zum Tischler verlangt.
Trotz aller Widrigkeiten schaffte es Paul Buro innerhalb von 1½ Jahren, die erste deutsche Subminiaturröhre, den
Prototyp mit phantastischen Kenndaten, zunächst typisiert mit 3-2 [mit 3-1 für geringere Ansprüche] als
Vorgänger der späteren MSC2, fertig zu stellen.
Da staunte die Fachwelt 1949!
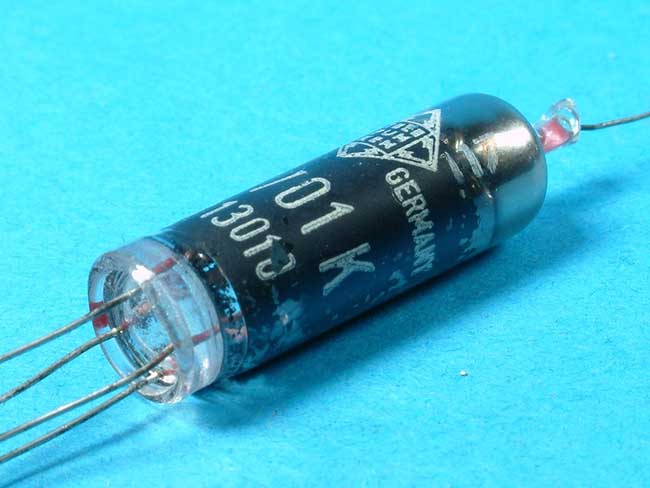
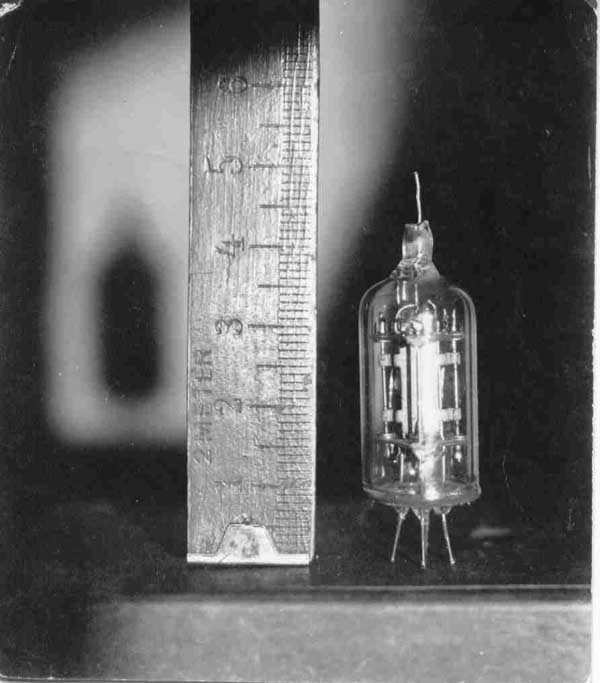
Noch eine weitere, komplett lackierte, MSC2 zeigt dieses Foto :
Für an diesen Daten Interessierte habe ich hier einen Link auf eine PDF-Datei mit dem
Datenblatt von Hiller zur MSC2 platziert.
Der NWDR prüfte die neue Röhre unter Laborbedingungen nach allen spezifischen Gesichtspunkten hinsichtlich ihrer
geplanten Verwendung und zertifizierte beste elektrische und physikalische Eigenschaften, das Optimum des seinerzeit
technisch machbaren. Die Weichen für den zum Überleben entscheidenden Auftrag waren gestellt. Der NWDR entschloss
sich prompt nicht nur zum Kauf von 1000 Röhren zum Stückpreis á 45,-DM, nein, man zahlte auch im Voraus.
Aus Sicht 50 Jahre danach erscheint weder der Preis noch die Höhe des Auftrages als Erstbestellung sonderlich aufregend,
dafür das mit der Vorauszahlung gegebene Vertrauen umso mehr. Bewertet man mit dem Maßstab von 1949, wo das
mittlere Bruttoeinkommen der Bundesbürger bei 171,-DM lag, dann entzerrt sich dieser Geschäftsvorgang als
erstaunlich. Mag der Preis von 45,-DM damalig für eine so kleine Röhre hoch erscheinen [1949/50 kostete
eine EF12 z.B. 10,-DM, eine Rimlock EF42/ 43 DM neuer Fertigung 12,80 DM], dann sind dem große
Prüfaufwendungen [zu jeder Röhre wurde ein Messdatenkennblatt mit individuell ermessenen Daten mitgegeben]
mit schärfsten Auslesekriterien und Ausbeuten von max. nur 30 % in Rechnung zu stellen, in Anbetracht dessen
die Preisstellung wieder in ausgesprochen günstigem Licht erscheint.
Dank dieses "Großauftrages" überstand das junge Unternehmen die angespannte Wirtschaftslage kurz nach
der Währungsreform. Man entwickelte Zukunftsvisionen und mit unternehmerischer Perspektive wagte man nicht unweit der
alten Adressen im Niendorfer Gehege 238 mit einem Neubau eine räumliche Erweiterung auf ca. 400 m² Fertigungsfläche.
Damit war die erste betriebliche Aufbauphase abgeschlossen, eine organisatorische Neuordnung mit konsequenterer
Arbeitsteilung wurde notwendig, Albert Hiller war nun dominant zuständig für Finanzen und Verkauf, Paul Buro
alleinig oblag Technik und Entwicklung.
Ab 1952 expandierte der Betrieb personell auf ca. 40 Mitarbeiter, was so in etwa auch bis zum Niedergang 1957/58 blieb.
1953 nahm Hiller in der Hoffnung auf neue Geschäftsimpulse mit Umfirmierung zu einer GmbH weitere Gesellschafter auf,
den Branchenkenner und Physiker K. Klingsporn, Inhaber der Fa. Kristallverarbeitung Neckarbischofsheim und von Durag GmbH.
kommend, den Physiker Dr. K.Diebner.
Wie bei einem so kleinen spezialisierten Mittelbetrieb nicht anders zu erwarten, blieb die Existenz eine ständige
Berg- und Talfahrt. Ohne das zweite Standbein mit Neonröhren-Beleuchtungen für Werbeflächen wäre das
Überleben kaum möglich gewesen. Das Röhrenprodukteprogramm war zwar mittlerweile auf 3 Kerntypen, mit
Varianten auf insgesamt sechs verschiedenen Typen ausgebaut worden, doch der Verkauf der am meisten verlangten Type MSC2
stagnierte [insgesamt wurden ca. 4000 Stck. MSC2 und von den restlichen Typen in der Summe lediglich einige 100 Stck.
verkauft].
Man erweiterte das Angebotsspektrum und versuchte mit diversen Auftrags-Spezialentwicklungen wie z.B. für Nord-Elektro
mit Elektrometerröhren zum Messen radioaktiver Strahlung, für das Krankenhaus Rissen Kurzblitzröhren
für ein Kehlkopfstroboskop zum Einsehen an Kehlkopf-Stimmritzen, für Fa. Maico und Wendton allerdings nur zur
Bemusterung Röhren für Hörgeräte, Blitzlampen für Fa. Dr.Frank Früngel - Hambg. zur
Wolkenhöhenmessung bzw. für HELLA als Muster zur Verwendung in Kraftfahrzeugen in einem Kontrollgerät zur
optischen Überholfreigabe-Signalisierung, desweiteren mit Tonlampen auf Gasentladungsbasis, Thermokreuzen,
Hochspannungsgleichrichter in Miniatur-größen, Spannungsstabilisatoren,
Röntgen-Einmal-Impulsröhren u.v.m. sich im Markt zu etablieren, denn der Mitbewerb war nicht untätig
geblieben und RFT mit einer DC 960 -1955 und 1956 mit einer AC 761, sowie Telefunken mit der AC 701 kündigten
Eigenentwicklungen als Ersatz für die MSC2 an.
Für an diesen Daten Interessierte habe ich hier einen Link auf eine PDF-Datei mit dem
Datenblatt von TFK zur AC 701 platziert.
Die AC 701 erschien 1955 zunächst in konventioneller Bauform und bis auf eine indirekte Heizung im wesentlichen der
MSC2 angeglichen, später dann die AC 701K mit weiter verbesserten Daten.
Die RFT Entwicklung DC 960 als direkte MSC2 Nachentwicklung wurde nur in kleinsten Laboreinheiten (Musterröhren)
produziert und fand in geringen Stücken lediglich in etablierter Technik des Deutschen Fernsehfunks Verwendung. Sie
wurde dann, der TFK-Nomenklatur folgend, in AC 761 umbenannt.
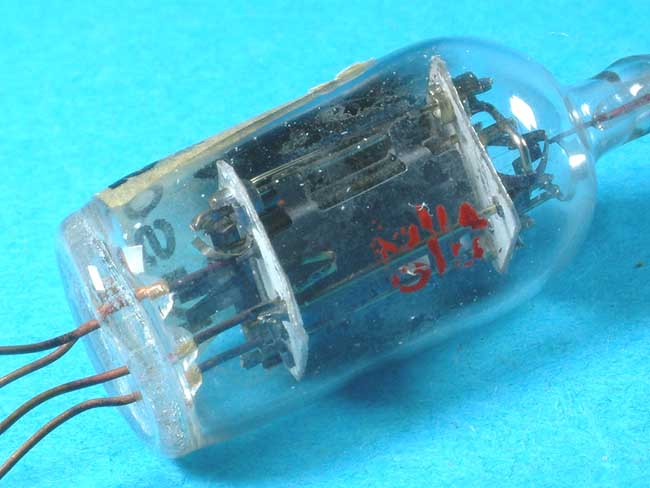
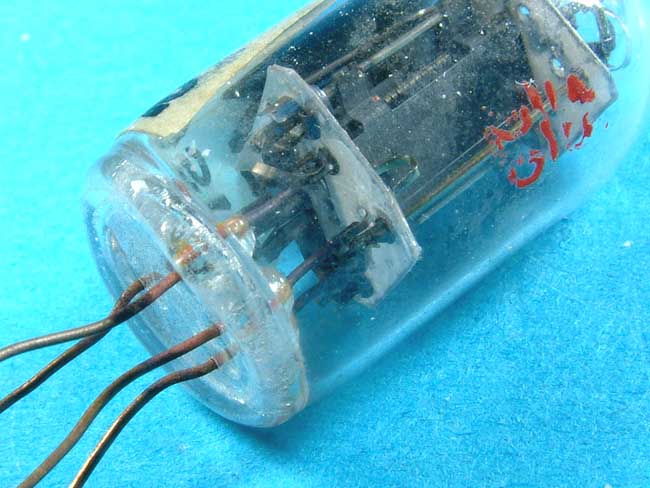
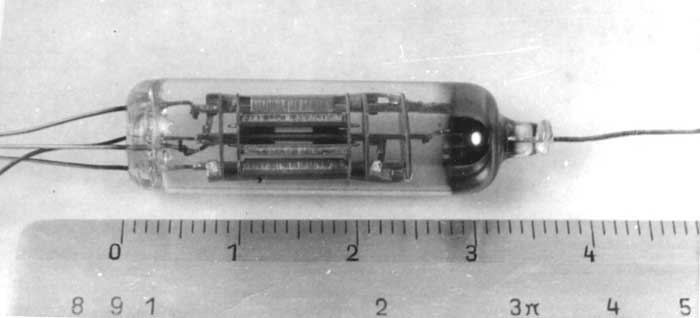
Die ersten beiden Fotos zeigen eine AC 761 von Funkwerk Erfurt, mit freundlicher Genehmigung vom Elektromuseum Erfurt :
Die folgende AC 761 stammt von RWN Neuhaus :
(Für an diesen Daten Interessierte habe ich hier einen Link auf eine PDF-Datei mit dem
Datenblatt von RFT zur AC 761 platziert.)
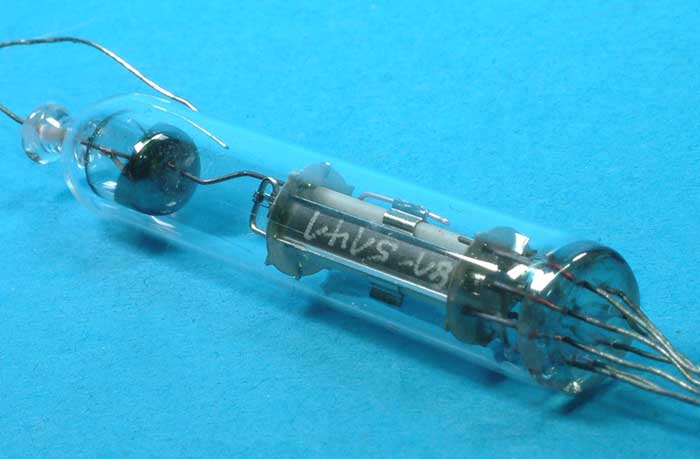
Die AC 761 mit 4 V indirekter Heizung kam später als direkt geheizte Elektrometerröhre DC 762 auf den Markt :
Um das Röhrensystem nicht mit herunterfallendem Gettermaterial zu vergiften, wurde der Getterhalter aufwändig
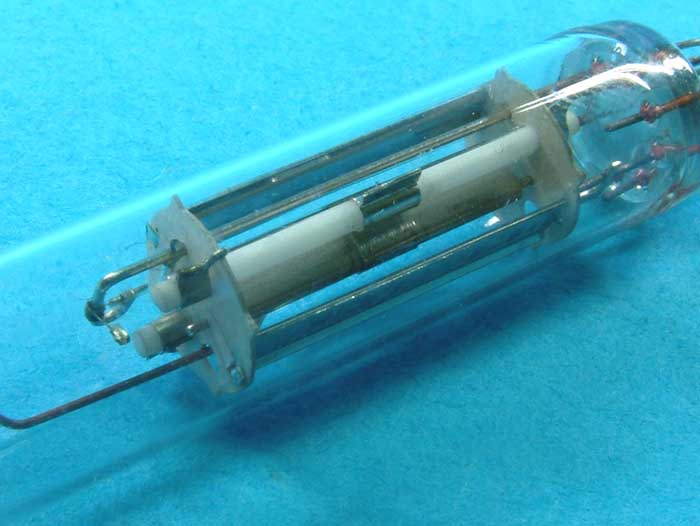
in einer Glaswanne eingesetzt :
Blick in die Glaswanne, auf den ringförmigen Getterhalter :
Paul Buros Entwicklertätigkeit beim Unternehmen Hiller endete praktisch 1955 mit einer 4 Volt indirekt geheizten MSC4, einer
Antwort auf Telefunkens AC 701. Mit nochmals verkleinerten Abmessungen und verbesserten Eigenrausch- und Klingeigenschaften
stellte diese Mikrofonspezialröhre das Optimum machbaren dar.
(Für an diesen Daten Interessierte habe ich hier einen Link auf eine PDF-Datei mit dem
Datenblatt von Hiller zur MSC4 platziert.)
Im Unternehmen Hiller führte der Stressfaktor zunehmend zu Kompetenzgerangel und Führungsturbulenzen. So
verließ Paul Buro im November 1957 auf Wink eines Valvo Freundes schließlich das Unternehmen, um bei Valvo ab
Januar 1958 unter der Leitung von Dr.te Gude und E.G. Elvers im Metier bleibend, neue Ufer zu erklimmen. Albert Hiller
wechselte 1957 vertragsgemäß in den Ruhestand, seine Position nahm Dr. K.Diebners ein.
Neue Technologien der Halbleitertechnik boten zunehmend griffigere Lösungen und machten die aufwendige Röhrentechnik
mehr und mehr konkurrenzunfähig. Erst zum Ende des Jahrhunderts entstand nochmals Begehren nach dem schwer
nachzubildenden Röhrensound, was abermals zu Röhrenspezialentwicklungen führte [z.B.6C35B-Q], die wie einst
Einzug in Kondensatormikrofone fanden.
Die technischen Finessen und Konstruktionsmerkmale der Hiller Röhren
Röhren der Handschrift Paul Buros und Albert Hillers revolutionierten den Röhrenbau Ende der 40er Jahre,
erfüllten sie doch als Miniaturröhre aus Serienfertigung Eigenschaften die bislang kaum erreicht wurden. In ihnen
vereinten sich :
1. geringste röhrenverursachte Störgrößen wie Eigenrauschen, Klingen und Mikrofonie
2. hoher Eingangswiderstand (geringster Gitterstrom) und kleinste Elektrodenfehlströme
3. niedriger Innenwiderstand (guter Frequenzgang auch mit baukleinem Ausgangsübertrager!)
4. enge Toleranzmaßigkeit der elektr. Werte und robuster mechanischer Systemaufbau
5. hohes Vakuum, d.h. stark reduziertes Ionenrauschen, Kathodenschonende Emissionsstabilität
6. niedriger Heiz- und Anodenstrombedarf mit geringer Wärmeentwicklung und damit ausbleibender Gitteremission
7. miniaturisierte bauliche Abmessungen in Ganzglasausführung mit Scheibenfüßen
8. freie Elektroden-Drahtanschlüsse zum direkten Einlöten in elektrische Schaltungen
All diese Eigenschaften prädestinierten die Röhren für Anwendungen mit Generatorenanschaltungen extrem hoher
Innenwiderstände und kleinster Pegel, wie bereits erwähnt für Kondensatormikrofon - Vorverstärker oder
als Elektrometerröhre in Messverstärkern zur Auswertung kleinster Ströme. * siehe
Elektrometerröhre Lexikon von A bis Z Kapitel 4
..... und so beschreibt das Unternehmen Hiller seine Erzeugnisse selbst:
[nachstehend beschriebene Merkmale, bezogen auf die MSC2 gelten weitestgehend auch für die anderen Typen]
Die 3 Gramm schwere Miniaturröhre MSC2 wurde für ein beim NWDR Hamburg konstruiertes Kleinmikrofon entwickelt,
für das eine Triode mit geringem Eigenrauschen, großer Klingfestigkeit, kleinem Innenwiderstand, kleiner
Heizleistung und hohem Isolationswiderstand Anode-Gitter benötigt wurde, um die alten Mikrofone der Firma Georg Neumann,
teilweise noch mit RE 084k bestückt, zu ersetzen.
Bei diesen bzw. anderen Lösungen mit ähnlichen Röhren betrieb man zur Verbesserung des Rauschverhaltens die
Eingangsverstärkerröhre durch Einschalten eines Widerstandes in den Heizkreis mit Unterheizung.
Da die erste Stufe der Mikrofonverstärker üblicherweise mit einem sehr hohen Gitterableitwiderstand (bis
200 MW) arbeitet, ließ sich so auf einfachste Weise ein Einsetzen von
Gitterstrom vermeiden, ohne eine vorzeitige Alterung der Röhre befürchten zu müssen, wie dies bei
Leistungsröhren unter gleichen Bedingungen der Fall wäre.
In der Praxis erwies sich eine um ca. 12-13 % herabgestzte Heizspannung am effektivsten. Auch fand die MSC2 ohne
Heizspannungsreduzierung - bei geeigneter Schaltungsanpassung - sogar bei Modernisierungen von Mikrofonen älterer
Bauart Verwendung, ebenso wie in Fotozellenverstärkern und Ph-Messgeräten. In Instituten wird sie für
verschiedenste Untersuchungen eingesetzt. Wegen der sehr guten Isolation Anode-Gitter darf die MSC2 ohne Gitterwiderstand
betrieben werden. Bei dieser Betriebsart befindet sich das Gitter auf Schwebepotential. So ist es möglich,
Kondensatormikrofone und ähnliche Anordnungen in Elektrometerschaltung, die verschiedene Vorteile bietet, zu betreiben.
Durch Wahl der Anodenstromhöhe lässt sich der Innenwiderstand verändern, derart, dass keine
Anpassungsschwierigkeiten zu erwarten sind. Eine Abhängigkeit des Rauschens vom Anodenstrom ist gering. Der Anodenstrom
von 2 mA wird durch Variieren der Anodenspannung [42V bis 54V] eingestellt, so, dass sich dabei das Gitter auf
Schwebepotenzial befindet, d.h. das Gitter hat keine galvanische Verbindung über Gitterwiderstände mit der Kathode.
Sein Potenzial hängt hauptsächlich ab vom Anlaufstrom, dem neg. Gitterstrom, dem Kontaktpotenzial Gitter/Kathode
und der Isolation des Gitters zu den übrigen Elektroden. Die Schwebespannung bezieht sich auf das neg. Fadenende.
Sollen die Röhren mit einem Gitterableitwiderstand [bis 1GW statthaft] betrieben werden, so
muss dem Gitter eine etwas negativere Spannung, bzw. max. eine der Schwebespannung entsprechende, zugeführt werden.
Die spezifizierten Daten Steilheit mit 1,4 mA / V und Innenwiderstand sind, bezogen auf Gitter-Schwebepotenzial, bei 2 mA
Anodenstrom. Ri von 10 - 12 KW gilt bei kapazitiv kurzgeschlossenem Gitter, Ri¢ bei einer auftretenden Kapazität von 50 pF zwischen Gitter/Kathode.
Die Werteangabe Rauschen am Gitter mit typischen 3 µV gilt für Gitter/Kathode kapazitiv kurzgeschlossen.
Zur bequemen Durchführung dieser Rauschmessung, ungestört vom akustischen Umfeld, wurde das Mikrofon vom
Handstück abgeschraubt und durch eine vergleichbare Festkapazität von 50 pF ersetzt.
Die MSC2 wird ungesockelt geliefert, da die Mehrzahl der Verbraucher aus Gründen der Betriebssicherheit sie in die
Schaltung einlöten wollen. Soll sie sehr kurz eingelötet werden, so ist zur Vermeidung von Glassprüngen zu
beachten, dass zwischen der Lötstelle und der Glaseinschmelzung während des Lötvorganges die Wärme
über eine Zange abzuführen ist. Bei zu großer Erwärmung des Einschmelzdrahtes besteht Gefahr, dass in
ihm gebundene Gasreste freigesetzt werden können, die zu einer Vakuumverschlechterung und Erhöhung des Rauschens
führen würden.
Der Heizfaden soll möglichst so gepolt werden, wie im Kennblatt angegeben. Bei dieser Polung wurde die Röhre
eingebrannt. Wird dies nicht beachtet, so erhöht sich u.U. das Rauschen und der im Prüfbericht angegebene Wert
für das Schwebepotenzial des Gitters stimmt nicht mehr.
Die Heizspannung ist spannungsgeeicht. Unterspannungen sind nach Möglichkeit zu vermeiden, Überspannungen bis 10%
sind unschädlich.
Um keine Vakuumverschlechterung zu bekommen, sollte die Anodenverlustleistung 0,5 W nicht überschritten werden. Die
Röhre kann ohne Schaden zu nehmen bis max. 1 W belastet werden.
Jeder Röhre liegt ein Prüfbericht bei, der die individuellen Eigenschaften dokumentiert.
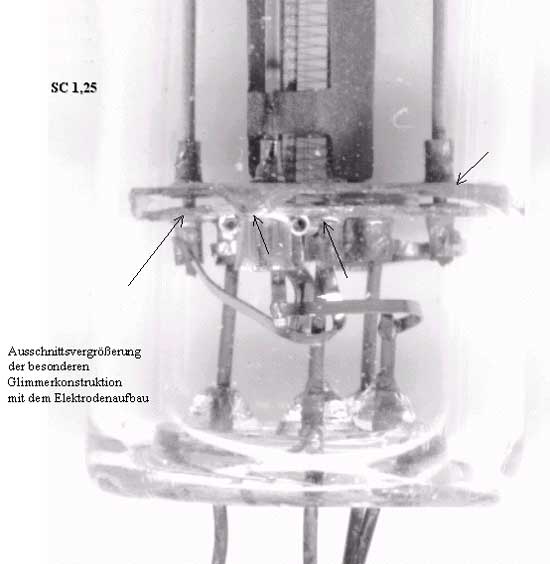
Konstruktive Einzelheiten
Im Bestreben nach hohen inneren Isolationswiderständen finden sich bei allen Typen ähnliche konstruktive Merkmale.
Zum einen durch Aufteilung der Systembefestigungen auf verschiedene Magnesiumoxid beschichtete Glimmerscheiben
[gemäß Buro Terminologie einer Schutzringanordnung], der Herausführung des Gitteranschlusses aus dem
Kolbendom [ebenso Prinzip lange Wege, große Abstände der Elektrodenbefestigungen], sowie
Miniatur-bzw. Subminiaturausführungen - Abmessungen siehe Kenndatenblatt - mit im mechanischen
Aufbau überdimensionierter Steifigkeit als Garant optimaler Erschütterungsfestigkeit und
Klingarmut.
In Hinblick auf kleinste Kriechstromwerte sind bei der MSC2 zum inneren Aufbau des Systempäckchens unten/oben je zwei
Glimmerscheiben {**Anmerkung siehe nachfolgend} eingesetzt, die über elektrisch
mitbenutzte stabilisierend wirkende Verbindungsstreben starr miteinander verbunden sind.
Die untere wie die obere der inneren Glimmerscheiben dieser indirekt geheizten Type besitzt eine Ausstanzung, durch die das
komplette Gitter ohne Glimmerberührung hindurchgeführt ist, deren Gitterstreben schließlich in den
äußeren in 1 mm zu ihnen stehenden, als mikrofoniedämpfend ausgelegten Klemmglimmern, fixiert und gelagert
sind.
Die Anodenbleche stehen berührungsfrei zwischen beiden inneren Glimmern und sind an zwei der seitlichen Streben, die
am äußeren Rand der inneren Glimmerscheiben verankert sind, angeschweißt. Diese als
"Schutzringkonstruktion" bezeichnete Anordnung von Anode und Gitter sorgt dafür, dass auch kleinste,
praktisch unvermeidbare Kriechströme von der Anode und ihren Befestigungspunkten zur Kathode abgeleitet werden. Bei
der mit indirekter Heizung ausgelegten MSC4, wie auch der bauähnlichen Telefunkentype AC 701, mit rundem
Kathodenröhrchen, steht dieses in den inneren Glimmerpaaren gelagert, und lediglich die Gitterstreben durchstoßen
berührungslos die inneren Scheiben mit Fixierung in den äußeren, wie vorstehend beschrieben. In keiner
dieser Konstruktionen haben die Kathode- und Gitter-Kontaktpunkte in den Glimmern einen direkten Kontakt, auch das
Anodenanschlussbändchen als elektrische Verbindung zum Sockeldrahtanschluss ist berührungslos durch eine Bohrung
im Glimmer geführt. Die gescannten Bilder, wie auch das Schnittbild zur AC 701 verdeutlichen, mit welcher Präzision
sowohl die Glimmerstanzungen hergestellt und bei Serienfertigung diese Röhren montiert werden mussten, um geforderte
Toleranzen bzgl. Steilheit, Durchgriff, Verstärkungsfaktor und Innenwiderstand einzuhalten. Als markantes Zeichen bei
Hillerröhren fällt ein an einer Strebe häufig zu findendes angepunktetes Metallfähnchen mit einer
eingestanzten Markierung auf, dem jedoch keine konstruktive Funktion zuzuschreiben ist. Die Markierung als codierte
Information der Montiererin und des Herstellungsdatum diente ausschließlich als fälschungssichere Maßnahme
für Garantieansprüche defekter Röhren.
**Anmerkung:
anscheinend hat es zur MSC2 entweder low-cost Ausführungen mit insgesamt nur 2-Glimmerscheiben, also ohne
Schutzringkonstruktion, gegeben bzw. es sind dieser Art Versuchsröhren [z.B. Mustertypen 3-2 oder 3-1] in den Handel
gekommen. In einer vorliegenden Neumannflasche ist zumindest eine derartige Röhre eingebaut! Diese Röhre ist in
absolut konventionellem Aufbau montiert, also Gitterstege im oberen und unteren Glimmer gelagert. Doppelbrennerfaden /
Kathode mit 2 x 2 Fäden am unteren Glimmer in eine Halterung eingehängt, am oberen Glimmer von zwei Federbügeln
gehalten, mittig mittels eines kleinen Spreizkeils auf Spannung gebracht. Die elektrischen Außenanschlüsse in
MSC2-typischer Ausführung, wie auch die Getterung seitlich großflächig vis-à-vis eines Anodenbleches.
Noch zu Beginn der 40er Jahre war Glimmer aus China kommend ein Engpassprodukt. In den Nachkriegsjahren hatte sich dies
zumindest für den westdeutschen Bereich normalisiert. Glimmer geeigneter Qualität stand wieder zur Verfügung
und konnte beim örtlichen Unternehmen Carstens bereits mit isolierender Magnesiumoxidschicht bespritzt und in verlangter
Stärke von 0,35 mm bezogen werden. Das Form- und Profilstanzen der Glimmerscheiben für Durchführungen, mit
Fixierungsöffnungen, Schlitzen und Zungen erfolgte mit selbst angefertigten Präzisionswerkzeugen in
Gummischnitttechnik. In gleicher Technik wurden als Stanzteile auch die Anodenbleche und Getterhalter hergestellt, die dank
hoher Fertigungspräzision in enger Maßgenauigkeit und gratfreien Schnittkanten zur Montage keiner weiteren
aufwändigen Nacharbeit bedurften. Als Anodenbleche setzte man vakuumtechnisch optimiertes aluminiumplattiertes
Eisenblech einer Stärke von 0,15 mm ein, das in dieser Ausführung bei der Firma Plansee bezog werden konnte.
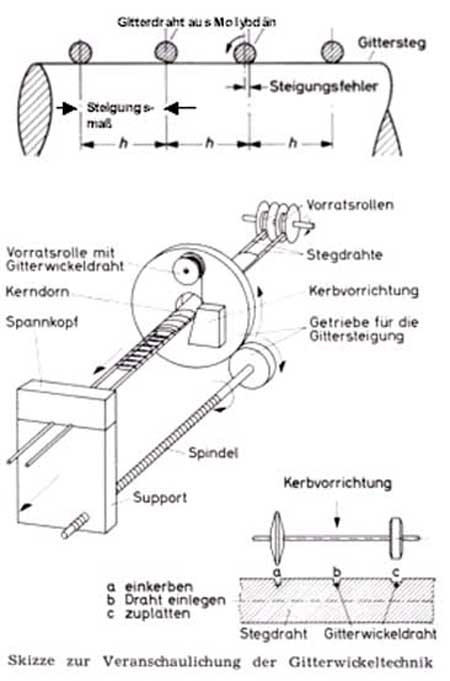
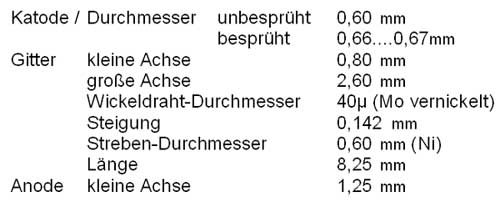
Für die Gitterwickel verwendete man wie im Röhrenbau üblich, Molybdändrähte. Bei den ersten
MSC2-Röhren kam für die Gitterstege zunächst Nickeldraht zur Anwendung, wobei ein mit
Æ = 30 µm starker Molybdändraht mit einer Steigung von
0,32 mm um die auf einem Dorn geführten Stege gewickelt und an deren Berührungsstellen elektrisch bei ca. 3 bis
4 V mittels einer Kupferelektrode punktgeschweißt wurden. Bei der späteren Serienfertigung wechselte man zur
Kerbtechnik, wobei der Molybdändraht in geritzte Kerben der Nickelstegdrähte gesetzt und mechanisch befestigt
wurde. Mit dieser präziseren Herstellungsmethode waren nun auch Gefahren von Schwanzströmen eliminiert. Entgegen
üblicher Getterung im Dombereich ist bei Buros Röhrenentwicklungen eine vorwiegend seitliche Kolbengetterung im
Bereich parallel zum Anodenblech auffällig, die im allgemeinen Röhrenbau wegen unerwünschter Aufdampfung von
Gettermaterial auf Systemteile und Glimmer meist vermieden wurde. So getterte Telefunken seine AC 701 klassischerweise im
Dombereich und sorgte mit einer zum System abschirmenden zusätzlichen Glimmerscheibe, ähnlich wie dies auch bei
Funkwerk Erfurter Röhren gemacht wurde, damit kein Niederschlag auf den darunter liegenden empfindlichen
Isolationsstrecken entstehen konnte.
Warum wurde trotz dieses Wissens und miniaturisierter Kolbenausführung, wohl bemerkt einer zusätzlich, im
Verhältnis dazu größer bemessenen Barium-Gettermaterialmenge [Lieferant Degussa], eine
seitliche Getterung gewählt? In der Tat sprechen plausible Argumente für dieses Konzept, denn durch die
Schutzringkonstruktion mit weiten Isolationsstrecken erscheinen einerseits evtl. entstehende minimale Bariumaufdampfungen
unkritisch. Vorteile entstehen jedoch durch größere als im Dombereich entstehende Getter(spiegel)flächen
und vor allem ein Entfallen kapazitiver Beeinflussung des Steuergitters über den im Dombereich liegenden Gitteranschluss,
die bei Mikrofonanschaltungen mit Kapazitäten von 35...50 pF in unerwünschter Weise zusätzlich wirken
würden. Durch Anbringung der Gettertasche breitseits der Anode, und der sich parallel zu ihr großflächig
ausbildenden Getterfläche, wirken sich dafür betriebsbedingte Bariumaufdampfungen bei Erwärmung der
Anodenbleche durch entstehende Rückdampfung positiv aus.
Für die ausgezeichneten elektrischen Werte und vor allem die Klingfestigkeit und das geringe Rauschen stehen im
wesentlichen 4 Komponenten. Dies sind die Kathodenbeschaffenheit mit der Emissionsbeschichtung und bei indirekter Heizung
zusätzlich die Konstruktion Heizfaden und dessen Montage, des weiteren die Kolbenbeschaffenheit und das Vakuum. So
benennt die der MSC Type angefügte Ziffer 2 die Heizspannungsgröße in Volt [in Analogie bei
anderen Typen entsprechend, Zahlenwerte 1,2...4] und ist dem Umstand übernommenen 17 µm dicken Wolframdrahtes
aus Altbeständen der Studiengesellschaft zuzuschreiben, der sich für die Erstentwicklung MSC2 zu verwenden anbot.
Die von Paul Buro dafür entwickelte Heizfadenkonstruktion stellte zu damaliger Zeit in mehrerer Hinsicht eine
ungewöhnliche Lösung dar. Sie besteht aus zwei Doppel-Fadenhälften ausgelegt auf je ca. 1 V [ursprünglich
waren 0,9 V geplant], die parallel und in Reihe geschaltet bei 2 V einen Stromfluss von 105 mA ergeben. Beide Fadenhälften
sind am unteren Glimmer in eine starre, brückende Traverse eingehängt, die als Mitte herausgeführt einen
Anschluss mit 1 V erlaubt und für besondere Applikationswünsche mit Gitterwiderstand einen speziellen
Anschlusspunkt bietet. Am äußeren oberen Glimmer befinden sich zwei Federbügel, an die die anderen beiden
Fadenpaarenden eingehängt sind. Etwa in der Mitte beider Doppelheizfäden wurde nun je ein Glimmerplättchen
derart positioniert, dass es zwischen zwei Gitterwindungen geklemmt mechanischen Halt gibt und gleichzeitig keilförmig
zwischen die Fadenpaare so eingeschoben diese aufspreizen, dass sie mit einem Zug entsprechend 50 Gramm gespannt werden.
Diese Maßnahme verleiht der Röhre bei mechanischer Belastung, wie dies z.B. beim Anstoßen oder bei
Erschütterungen geschieht, die herausragende Klingstabilität, denn evtl. entstehende Schwingungen werden
zwangsweise aperiodisch sofort bedämpft. Trotz der damit verbundenen kniffligen Montage, sollen bei diesem
Fertigungsprozess kaum Fadenrisse entstanden sein [dafür vermehrt Risse beim späteren Formieren unter
thermischer Belastung].
Diese Heizfaden-konstruktion ist MSC2 typisch und fand weder bei den SC-Typen noch der MSC4 Anwendung. Bei den SC-Typen
wurde gleicher 17 µm Wolframdraht als Einfachfaden [daher 1,2..1,4 V] eingesetzt.
Bei dem einzigen indirekten 4 V beheizten Hillerröhre MSC4 musste unter Wahrung eines in etwa äquivalenten
Heizstromes auf 25 µm Wolframdrahtspirale [Lieferant Fa. Wipperfürth] gewechselt werden. Die
andersartige Konstruktion erforderte eine Kathodenhülse aus hochwertiger Nickellegierung [Lieferant Fa.
Schöller] und einen Heizfaden mit isoliertem Aluminiumoxidüberzug.
Die Kathode wurde entgegen der direkt beheizten Kathoden mit einer Emissionspaste bedeckt, die durch Fällung aus
Barium, Kalzium, Strontium-Karbonaten [der drei Bestandteile wegen Tripel-Paste genannt], hergestellt
wurde. Die Pastenzusammensetzungen, Fällungs- bzw. Suspensionsarbeiten wurden alleinig von den beiden Kathodenspezialisten
A.Hiller und W.Steinhäuser vorgenommen. Der Kathode sowohl indirekt wie direkt geheizt kommt nicht nur wegen
grundsätzlich guter Emission Bedeutung zu, sondern bei diesen Spezialröhren besonders wegen geforderter niedrigster
Rauschwerte.
Dies bedeutet, dass innerhalb einer zulässigen Heizspannungsabweichung Kathoden mit ausgeglichener Wärmeverteilung
und damit gleichmäßiger Emission (Funkeleffekt!) gefunden werden mussten. So liegt die optimale
Kathodenbetriebstemperatur der MSC2 bei etwa 800°C.
Die Kathodenbeschichtung der indirekt geheizten Typen erfolgte kataphoretisch, denn die Technik zur Herstellung von
DestillationsKathoden, wie bei der RE 084 angewandt, beherrschte man nicht. Hierzu wurde aus den vorgenannten Grundstoffen
[Lieferant der Kathodenchemikalien, Firma. Dr.Berger Chem.Lab.] unter Zugabe normalen Alkohols
[Reinstalkohol erwies sich als ungeeignet] eine Suspension hergestellt und dem eingetauchten Wolframfaden durch
Elektrophorese bei angelegter Spannung von ca. 10 V= die Emissionsschicht aufgetragen. [Beschichtung der MSC2 zeitweise auch
nur Barium/Strontium bzw. wegen günstigeren Verdampfungsverhaltens auch Thorium].
Mit Abschluss der Kathodenherstellung und dem komplett montiertem System folgen im Fertigungsablauf mit Röhrenfuß
und -Kolben glastechnische Arbeitsprozesse. Beide Einheiten sind wichtige Bauelemente. Der Röhrenfuß als
elektrische Schnittstelle allgemein eine Vakuum Dichtigkeits-Schwachstelle, temperaturstabiles Kolbenglas höchst
möglicher Reinheit und guter Isolationswerte ein Faktor für unerwünschte Thermo- und Fotoemissionen. Die
Röhrenfüße wurden in Eigenfertigung in Pressglastechnik hergestellt. Paul Buro besaß diesbzgl. ja
umfangreiche Kenntnisse aus seinen Grundlagenarbeiten bei der Studiengesellschaft.
Die kleinen Kolbendurchmesser und die geringe thermische Glasbeanspruchung, die die Hillerröhren vorwiesen, stellten
keine große Herausforderung dar. Entsprechend zählten Dichtigkeitsausfälle durch Glassprünge weder
beim Pumpen, Formieren oder im applikatorischem Einsatz über die Röhrenlebensdauer, zur Seltenheit. Die
Elektrodendrahtanschlüsse für Heizung, Anode und Gitter aus Finkh [Kupfermanteldraht] wurden
im Tellerbereich durch groß ausgebildete Glaswarzen geführt und reichten als eine Drahtlänge unmittelbar
bis zum Schweiß-Anschlusskontaktpunkt am System. Kolbenglas und Pumpstängel als 2 %iges Bleioxidglas bezog man
aus Weißwasser. Da Paul Buro nach einem zerstörenden Bombardement der Studiengesellschaft 1943 für ca.
1½ Jahre nach Weißwasser verlegt worden war, bestanden hier anscheinend noch gute Kontakte.
Die Beschaffenheit und Bearbeitung der Glaskolben sollte sich in Bezug auf zeitweise auftretende Kathodenvergiftungen und
besonders der Rauscheigenschaften der MSC Mikrofonröhren als eminent wichtiger und diese Eigenschaften mehr oder
weniger stark beeinflussender Faktor erweisen. Trotz optimierter Kathoden, besten Vakuums und damit praktischen Ausscheidens
von Ionenrauschen, sowie niedriger Anodenbetriebsspannung zur Vermeidung möglicher Ionisierung restlicher Spuren von
Gasmolekülen, ließen sich angestrebte minimale Rauschwerte von £ 3 µV nicht sicher
reproduzieren. Als Quelle des Übels stellte sich heraus, das aus dem Kolbenglas durch aufprallende Kathodenelektronen
Chlorionen freigesetzt wurden, was gelegentlich bereits ab einer Anodenspannung von 10 V zu Kathodenvergiftungen führen
konnte, sich im allgemeinen durch Nachbrennen aber reparieren ließ. Es zeigte sich auch, dass die Chlorionen auf dem
Anodenblech bläulichrote Interferenzbeläge bzw. Flecken ausbildeten. Bereits zur Studiengesellschaftszeit war man
zur Erkenntnis gekommen, dass einwandfreie Röhrenfunktionen absolut saubere Kolbengläser erforderten und deswegen
vor dem Verschmelzen mit dem Röhrenteller und vor dem Evakuieren entgast und besonders gereinigt werden mussten. So wie
Anodenbleche als metallene Halbzeuge z.B. per Hochfrequenz entgast wurden, so setzte man Ausheizöfen zum Entgasen der
Glaskolben ein. Nachfolgend wusch man die Gläser in verdünnter Flusssäure und beseitigte deren Reste wiederum
in weiteren Waschvorgängen. Verblieben jedoch Flusssäurereste auf dem Glas, so führte eben dies zu
ähnlich farbiger Fleckenbildung auf den Anoden. Es galt also eine geeignete Neutralisierung zu finden.
Den grundlegenden Hinweis auf Kalilauge als Neutralisator, den fand man in der Fachliteratur; jedoch das geeignetste
Fertigungsverfahren herauszufinden, dass bedurfte etlicher Versuche. So baute man mit unterschiedlicher Kalilaugenkonzentration
behandelte Testdioden mit verschiebbaren Anoden, die sich während des Kathodenformierens von ihr weg zur Seite schwenken
ließen, um nach einem abschließenden Ausheizvorgang der Röhre wieder über sie zurückgeschoben zu
werden.
Anhand der sich dann unterschiedlich ausbildenden Interferenzbeläge auf der Anode fand man auf empirischem Weg die
optimalen Bemessungskriterien zur serienmäßigen Behandlung der Kolbengläser. Mit dem "Trick", die
Kolben vor Verschmelzen in verdünnte Kalilauge zu tauchen, nochmals durch einen Ausheizofen zu schicken und so die
Chlorionenentstehung zu unterbinden, beseitigte man nicht nur die Gefahr von Kathodenvergiftungen, sondern trug zur
entscheidenden Verbessern des Rauschverhaltens und zur fertigungstechnischen Reproduzierbarkeit der Rauschkennwerte bei.
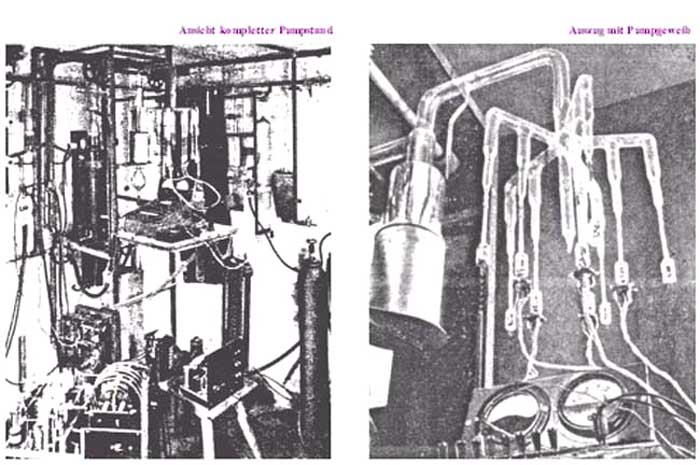
Als Herzstück des Vakuumpumstandes fand eine Quecksilberpumpe mit Hg-Falle Verwendung, [Ausfrieren
erfolgte mit flüssiger Luft, die man von Fa. Linde Hambg. bezog] derart konstruiert, dass eine gleichzeitige
Bearbeitung von 20 an sogenannte Pumpgabeln angekoppelte Röhren erfolgen konnte.
In einem vor dem Ankoppeln bzw. Anschmelzen der Röhrenpumpstängel an die Pumpgabeln [auch als Geweih
bezeichnet] liegenden und erforderlichen Arbeitsprozess mussten auf einer besonderen Einschmelzvorrichtung noch
Röhrenkolben mit den Presstellern zusammengefügt werden. Die gesamte Fertigungsprozedur des Evakuierens bis zum
Abschmelzen des Pumpstängel, einschließlich Formierung auf der Pumpe und Getterung, dauerte ca. 2 Stunden [als Vergleich : die Großserienproduktion bei Valvo schaffte 1000 Empfängerröhren / Stunde],
während dessen kontinuierlich gepumpt wurde.
Er begann mit einem einstündigen Ausheizvorgang, gefolgt unter Verwendung eines Hochfrequenz-Leistungsgenerators
[Eigenbausenders » 150W / bei » 1MHz] mit einem
Glühprozeß, bei Erreichen eines Vakuums von ca. 10-5 Torr [1 Torr = 133Pa (Pascal) oder 133 Newton / m²] einem bei ca. 1200°C ablaufenden Formierbrennens,
nachfolgender Getterung durch HF-ausgelöstes Abschießen mit Verdampfen der Getterpille und einem sich damit
einstellenden Vakuums von ca. 10-7, bis zum abschließenden Abschmelzen der Röhre vom Pumpstängel.
Das Pumpen auf derart hohes Vakuum erwies sich wegen der Kleinheit der Röhren insbesondere aber des minimalen Spalts
des dünnen Pumpstängels wegen, [Außendurchmesser lediglich ca. 5 mm] als äußerst
schwierig. Bevor die Röhren strenger messtechnischer Prüfungen unterzogen werden konnten, wurden sie, wie
üblich, einem Stabilisierungsbrennen [um Produktionsengpässe zu vermeiden, meist über die
Nachtstunden] unterzogen.
Die guten Röhren erhielten als abschließende Maßnahme zur "Gut-Kennung" eine rote
Serien-Markierungs-Beschriftung und zur Vermeidung von Fotoemissionstörungen einen braunroten Lacküberzug.
Im Jahr 1951/52 griff das Zentrallabor des Funkwerkes Erfurt die Entwicklung einer zur Hiller MSC2 vergleichbaren
Mikrofonröhre auf, ebenso wie diese in Subminiatur Ausführung und mit direkter Heizung. Diese Mikrofontriode bekam
die Typenbezeichnung DC 960. Als Pendant zur MSC2 nachentwickelt, erfüllte sie hohe Klingarmut und geringes
Eigenrauschen. Die DC 960 wurde zunächst nur zur Musterbestückung in kleinsten Laboreinheiten gebaut und der
etablierten Technik in der DDR zur Verfügung gestellt. Eine Überführung dieser kommerziellen Röhre in
die Serienfertigung wurde 1956 zugunsten einer vergleichbaren indirekt geheizten Type aufgegeben.
Die Arbeiten der Neuentwicklung bzw. Nachentwicklung einer inzwischen bekannt gewordenen Telefunken Type AC 701 begannen im
Jahre 1955, lief unter der Plannummer K5-39D und wurde nach der Nomenklatur der Arbeitsstufen der Themen des Planes für
Forschung und Technik, Formblatt 1552, durchgeführt.
Der Abschluss der Entwicklung war zunächst für das gleiche Jahr vorgesehen, konnte wegen unerwarteter
Schwierigkeiten dann jedoch erst 1956 erfolgen. Da diese neue RFT Entwicklung mit der Telefunken Röhre austauschbar
sein sollte, erhielt sie zunächst ebenfalls die Bezeichnung AC 701. Später benannte man sie entsprechend
kommerzieller DDR Typisierung in AC 761 um. Die Überleitung in die Serienfertigung erfolgte im Röhrenwerk Anna
Seghers Neuhaus am 19.12.1956.
Da es sich bei der AC 761 um die Rekonstruktion einer vorhandenen Type handelte, die elektrischen Daten und Abmessungen
vorgegeben waren, verzichtete man auf eine detaillierte Neuberechnung des Systems. Lediglich die geometrischen
Verhältnisse mussten überprüft werden, um damit dann die Abmessungen der System-Einzelteile festlegen zu
können.
Wie aus den Abmessungen ersichtlich, beträgt der Abstand Kathode/Gitter nur 0,07 mm. Dieser geringe Abstand stellte
die Entwicklung vor große schwer lösbare technologische Probleme, die in entscheidendem Maß Ursache der
Entwicklungsverzögerung waren. Das Hauptproblem bestand in einer präzisen und reproduzierbaren Zentrierung von
Kathode und Anode zum Gitter, um akzeptierbare Streuwerte der Steilheit (Vermeidung von Kathoden-Inselbildung)
, des Durchgriffs, sowie der Kennlinien-Regelcharakteristik zu erhalten.
So waren viele Versuche mit Glimmerscheiben und Zwischenverriegelungen, mit profilierten und unprofilierten Gittern, mit
Wickeldrähten, mit Montagelehren, Geometriekontrollen und technologischen Optimierungen, notwendig.
Mit Erreichen einigermaßen stabiler Werte, bei Steilheit Streubereichen von 1,7 bis 2,0 mA / V bzw.
Durchgriff-Mittelwerten von 5,2 %, legte das ZL [Zentrallabor] am 25.6.1956 nach einem Nullserienvorlauf
mit 240 Röhren eine erste Nullserie mit 1000 Röhren auf. Nachstehende Erkenntnisse beeinflussten die spätere
Produktion und die endgültige konstruktive Gestaltung.
Bei den Vorversuchen traten als Hauptfehler schlechte Isolation der Gitter-Anoden und Gitter-Kathodenstrecke auf. Ursache
dafür waren graue Niederschläge durch Abdampfungen des aus Fe-<"PN" bestehenden Anodenmaterials. Zwar
ließen sich durch Umsetzen [Vorglühen] dieser Anoden vor dem Einbau Verbesserungen erzielen,
doch lagen dabei die Durchgriffswerte der Röhren weit über der oberen spezifizierten Grenzwerten, weil sich die
Bleche beim HF-Glühen infolge der unterschiedlichen Ausdehnungskoeffizienten der entstehenden Alu-Legierung und des
Nickels nach innen zur Kathode hin wölbend verzogen. Mit Umstellung auf Fe-N2 Material waren die Probleme gelöst.
Zwar verkleinerte sich der Durchgriff ein wenig, dafür erhöhte sich aber etwas die Steilheit. Außerdem
reduzierten Anodenbleche aus diesem Material mit besser U-förmiger angepasster Formgebung und damit weniger entstehender
Geometriefehler, Fertigungsausfälle.
Da die AC 761 als Verstärkerröhre für Kondensatormikrofone bestimmt war, musste sie in besonderem Maße
Anforderungen bezüglich Rauscharmut und Klingfestigkeit erfüllen. Außerdem sollten Gitter-Isolations- und
Vakuumströme (Ionenströme), sowie thermische Gitteremission möglichst klein sein, da bei
Kondensatormikrofon-Anschaltung mit einem großen Eingangs-widerstand gearbeitet wird. Diese und zusätzliche
Forderungen, wie kleine Abmessungen und niedriger Heiz-und Anodenströme, bestimmten die konstruktive Gestaltung der
AC 761.
Im Ergebnis der Telefunken AC 701 ähnlich, wurde die RFT Röhre ebenso in Miniaturtechnik mit Abmessungen eines
Durchmessers von max. 10 mm und einer Länge von max. 41,2 mm entworfen. Die Elektrodenzuführungen
[Finkhdraht] mit freien Drahtenden für den Heizfaden, für Kathode und Anode sind in den
Röhrenfuß, der Gitteranschluss wegen einer hohen Isolations-forderung in den Kolbendom gelegt.
Als Gewähr guter Klingfestigkeit ist das System besonders kurz und starr ausgebildet. Um eine hohe Gitterisolation zu
erzielen, wurden die Glimmerscheiben doppelt ausgelegt, durch Abstandsbleche genau distanziert und durch Aufbaustreben
miteinander verbunden, sodass möglichst große Kriechstrecken entstehen. Die inneren Glimmerscheiben besitzen
Durchbrüche für die Gitterstreben, deren Durchmesser wesentlich größer als die der Streben des Gitters
sind, um eine Berührung der Gitterstreben mit den inneren Glimmerscheiben zu verhindern.
Kathode und Anode sind im inneren und die Gitterstrebe im äußeren Glimmerscheibenpaar gehaltert. In der nicht
halternden Glimmerscheibe sind die Elektroden frei geführt. Als Brenner [Heizfaden] ist ein
Geradeauswendel mit glatten Enden eingesetzt, angeschlossen über Nickel- bzw. Fernikobändchen. Eine
zusätzliche 5. Glimmerscheibe oberhalb des Systems verhindert dessen Bedampfen durch Gettermaterial und schützt
die empfindlichen Isolierstrecken. Zur Unterdrückung von Fotoemission ist der Röhrenkolben von außen mit
einem dem Glas angepassten isolationsneutralem Nitrolack geschwärzt [elektr. Leitfähigkeit in
Größenordnung des Glases], der fest auf dem Glas haftet und sich auch durch Temperatur- und
Feuchtigkeitseinwirkung nicht verändert.
Zur Vermeidung von Ionenströmen hat man der AC 761 ein besonders gutes Vakuum gegeben, erreicht durch intensives Pumpen
unter Verwendung von flüssiger Luft auf einem Einzelpumpstand und anschließend doppeltem Abziehen des
Pumpstängels.
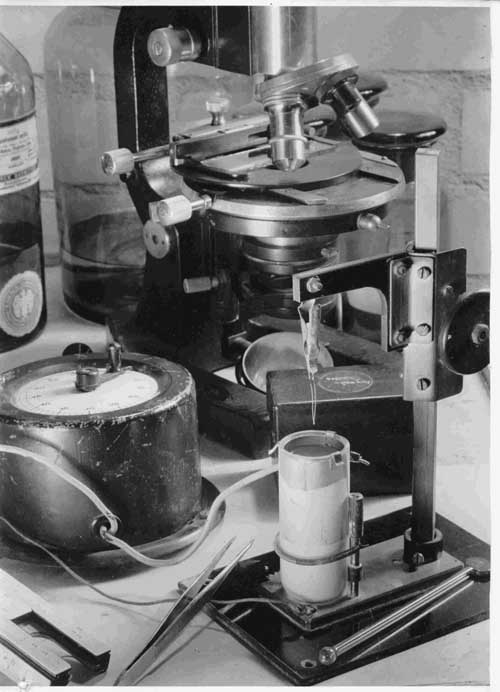
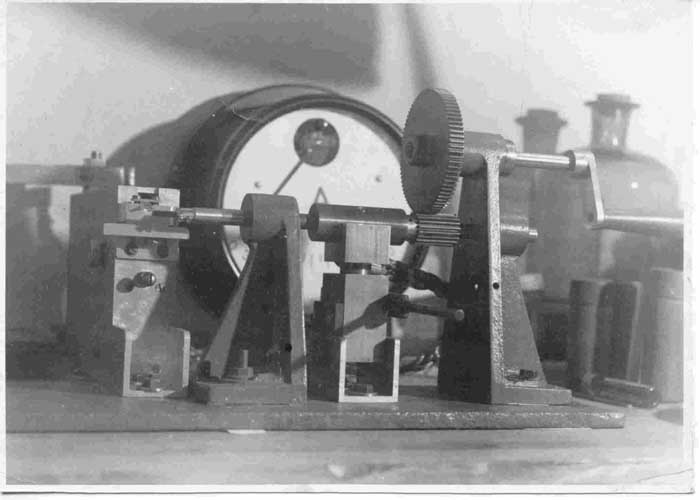
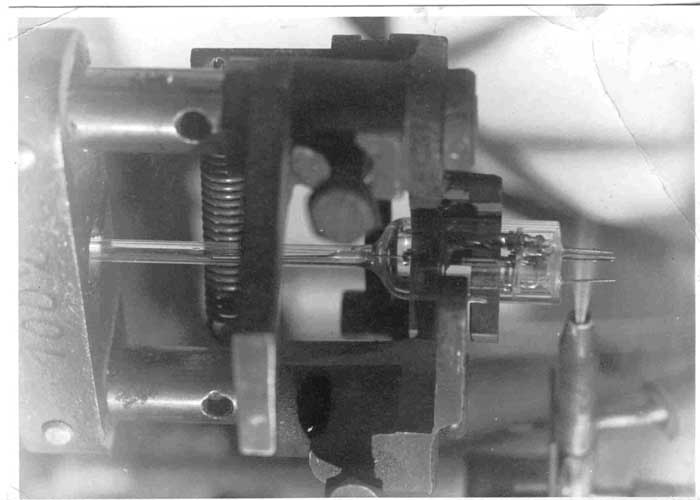
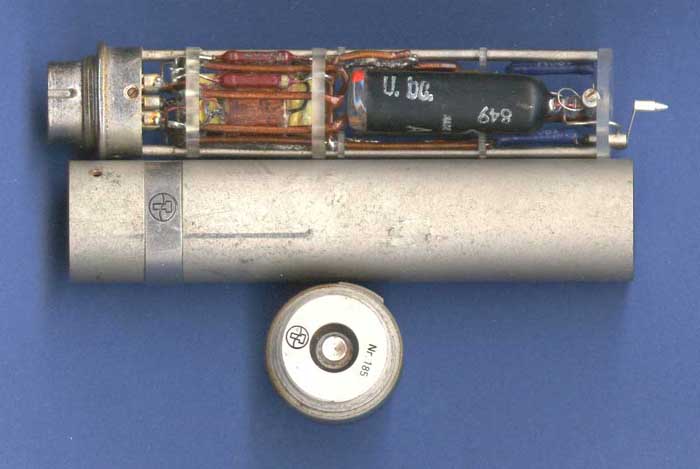
Michael stellte mir die folgenden Fotos exclusiv für diese Seite zur Verfügung, es sind historische Fotos aus dem
Hiller-Werk, die während der Produktion aufgenommen wurden - vielen Dank, Michael!
Soweit zu den Hiller-Röhren. Leider fehlt mir, um diesen Bericht vervollständigen zu können, Foto(s) zur
Hiller-Röhre MSC4. Ich würde mich sehr über ein oder mehrere Foto zu dieser Röhre freuen.
Von meinem Freund Siegfried erhielt ich Fotos eines Schoeps - Mikrofons, welches eine AC 701 beinhaltet :